ساخت بلیسک
هیچ مسافر هواپیمایی نمیخواهد از پنجره هواپیما به بیرون نگاه کند و موتوری را ببیند که آتش میگیرد. علاوه بر این، مسافران هواپیما نمیخواهند برای خرید بلیط به دلیل بهرهوری ضعیف سوخت یا هزینههای نگهداری بیش از حد، هزینه بیشتری بپردازند. خوشبختانه، صنعت حملونقل هوایی با طراحی موتورهای جت با کارایی بالا که ایمن و مقاوم هستند و عملا خرابی ناشی از نقص مکانیکی در آنها به ندرت رخ میدهد، رویدادن چنین وقایعی را ناممکن کردهاست.
موتورهای توربین گاز با کاربریهای مختلف شامل تامین نیروی پیشران هواپیماها تا تامین برق، مجموعههای پیچیدهای شامل هزاران قطعه جداگانه هستند. این قطعات شامل انژکتورهای سوخت، یاتاقانها و سیلها، پمپها، وَلوها، دنباله چرخدنده و تمامی وسایل الکترونیکی برای نظارت بر عملکرد عملیاتی هستند.
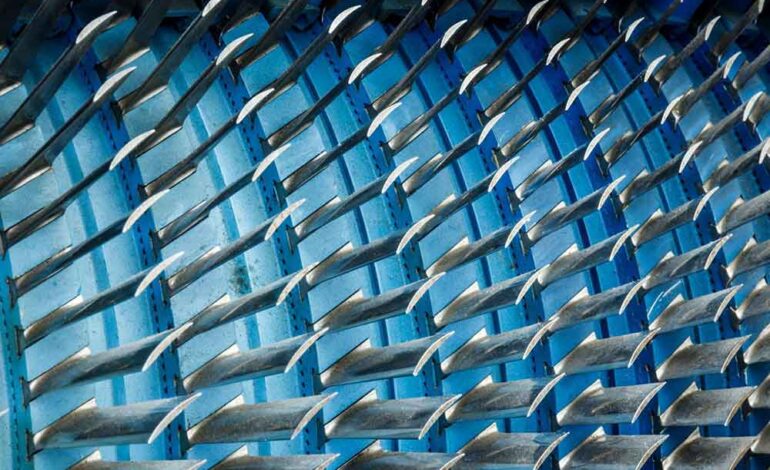
هر کدام از این قطعات برای عملکرد موتور هواپیما ضروری هستند، وقتی که جسم خارجی (عمدتا پرنده) در حین پرواز به داخل موتور کشیده میشوند، پرههای دوار هستند که بیشترین آسیب را میبینند، مثال بارز پرواز 1549 شرکت US Airways در سال 2009 که مجبور به فرود اضطراری بر روی رودخانه هادسون نیویورک شد.
به همین دلیل است که سازندگان توربین، پرهها و بلیسکها (مخفف دیسکهای پرهدار) را از تیتانیوم و سوپرآلیاژهای مختلف بر پایه نیکل و مقاوم در برابر حرارت مانند اینکونل، Waspaloy و تک کریستال میسازند.
همه این سوپرآلیاژها در برابر ضربه بسیار سخت و مقاوم هستند و در برابر دمای عملیاتی که اغلب به نقطه ذوب فلز نزدیک میشود یا حتی از آن فراتر میرود، دوام میآورند.نها همچنین ماشینکاری آنها بسیار دشوار است که با سطوح پیچیده، انحنا و تلرانسهای متفاوت چالشبرانگیزتر میشود.
در حالی که مهندسان به دلیل طراحیهای روزآمد خود شایسته تقدیر هستند، اما برنامهنویسان و ماشینسازان قطعاتی را میسازند که باید برخی از سختترین الزامات موجود در این صنعت را برآورده کنند. برای انجام این کار، فرآیندها باید به درستی انجام شوند و ابزارها و ماشینآلات با بهرهوری بالا عمل کنند.
اگر از ابزارهای نرمافزاری طراحی و شبیهسازی روزآمد استفاده شود، محصول نهایی بهتری تولید خواهد شد. واقعیت این است که در تمام قطعات تولیدشده، وجود ابزارهای مناسب برای ساخت بسیار مهم است. مراکز ماشینکاری پنج محوره، به ویژه تنظیم دقیق مسیرهای دسترسی خطی و مهمتر از آن، تعیین موقعیت محور چرخشی بسیار مهم است.

بهترین راه برای انجام این کار، کالیبراسیون با استفاده از ترکیبی از کالیبراسیون لیزری و به همراه یک سامانه اندازهگیری دیگر، مانند XM60/XR20W و سامانه QC20W ballbar است. این فرآیندها باید در هنگام نصب اولیه ماشین انجام شوند و در صورت لزوم، نظارتهای منظم برای تصحیح خطاهای موقعیتیابی انجام شود.
هر دوی این روشها، صرفنظر از ماشینکاری، توصیه خوبی هستند، اما در مورد قطعات با ارزش و با دقت بالا مانند پرهها و بلیسکها، اغلب روزانه انجام میشود. فورج این قطعات به تنهایی ممکن است 50 هزار دلار یا بیشتر هزینه داشته باشد، اما زمانی که ماشینکاری آن تمام شود، هزینه آن چندین برابر میشود. متأسفانه، تنها یک یا دو هزارم خطا در هنگام ساخت قطعات میتواند باعث ایجاد مشکلات بزرگی در مراحل پایانی شود.
نکات بیشتری در مورد بهینهسازی ابزار ماشینی وجود دارد، از جمله میتوان به استفاده از AxiSet برای بررسی سریع محورهای چرخشی ماشین اشاره کرد. اما در ادامه به یکی دیگر از جنبههای ضروری ماشینکاری پره و بلیسک پرداخته میشود.
سامانه چند حسگری REVO از اندازهگیری پنج محوره روی یک دستگاه اندازهگیری مختصات سه محوره پشتیبانی میکند. این یک کلگی پروب مانند است که میتواند حتی سطوح بسیار پیچیده را خیلی سریع اسکن کند و تراکم داده بالا موردنیاز در صنایع هوافضا و پزشکی را ایجاد کند. آخرین نمونه ارتقایافته موسوم به REVO-2، ممکن است مورد توجه تولیدکنندگان پره و بلیسک باشد.
یکی از چالشهای اندازهگیری در پرهها زمانی است که شعاع اندازهگیریشده کوچکتر از شعاع پروب است. این امر یک پدیده مشکلساز در سنجهشناسی است که این مشکل با استفاده از الگوریتمی در نرمافزار تخصصی به نام قطعهبندی نقطهای ابری توسط شرکت Renishaw حل شدهاست.
این شرکت همچنین چندین ویژگی دیگر را نیز اضافه کرده، مانند یک پروب ویژه برای تشخیص توپولوژی سه بعدی و یک پروب ضخامتسنج مافوقصوت که به کاربر اجازه میدهد تا از یک طرف قطعه کار به سمت دیگر، تا ضخامت نیم اینچ را اندازهگیری کند. هر کدام از آنها برای پره و بلیسک کاربرد دارند.
جرم بهینه
نگهداری و کالیبراسیون مناسب برای ابزارهای ماشینهای CNC نیز مهم است، لذا در فرآیند ماشینکاری این قطعات حساس، استفاده از یک ماشین دقیق بسیار مهم است. در واقع، یک ابزار شکسته به راحتی میتواند تبدیل به ضایعات شود. به همین دلیل است که شرکت DN Solutions بیشتر ماشینهای خود را به ابزارهای کنترل دقیق در محورهای خطی و چرخشی، سامانه جبران حرارتی، اسپیندلهای دقیق و وزنههای بالانس برای ماشینکاریهای سنگین و به حداقلرساندن انحراف مجهز کردهاست.
همانند هر بخش دیگری در تولید، اتوماسیون بطور فزایندهای در صنعت هوافضا استفاده میشود. ماشینکاری پره و بلیسک نیز از این قاعده مستثنی نیستند. خریداران ماشینهای پنج محوری باید به دنبال یک کوپلینگ چرخشی باشند، به دلیل اینکه این کار نصب سامانههای گیرهای هیدرولیک یا پنوماتیک موردنیاز برای نگهداری رباتیک را ساده میکند. در این رابطه، وجود اسپیندل با قابلیت عبور مایع خنککاریشده، ترجیحا دارای سامانه خنککاری پرفشار و کنترلشده با دما و فیلترشده، نیز به همان اندازه مهم است.
از رابط اسپیندل BIG-PLUS جهت بالانسکردن ابزارها استفاده میشود. تفاوت در عمر ابزار و عملکرد کلی هنگام استفاده از ابزار بالانسشده شگفتانگیز است.
دستیابی به تعادل مناسب
دستیابی به تعادل مناسب، نیاز اولیه در تمامی فرآیندهای ماشینکاری است، اما در مورد پرهها، بلیسکها و سایر اجزای توربوماشینهای حیاتی پرواز، این مورد اجباری است. بنابر اعلام مدیرعامل شرکت هایمر، هر کارگاه ماشینکاری که قصد دارد قطعاتی با صافی سطح بالا تولید نماید یا بخواهد لرزش را در اسپیندلهای پرسرعت از بین ببرد، باید مجموعههای نگهدارنده ابزار را با G2.5 یا بهتر بالانس کند.
اصطلاح “اسپیندل پرسرعت” تا حدودی میتواند مبهم باشد، آن دسته از اسپیندلها که محورهایی با سرعت 15 هزار دور در دقیقه دارند، اسپیندلهای پرسرعت نامیده میشوند. برخی مشتریان سطح استاندارد G2.5 را برای بالانس تا سرعت 8 هزار دور در دقیقه استفاده میکنند، اما این نوع بالانس برای حالتی است که کلهگی تا حدود زیادی غیربالانس است. بالانسکردن مجموعه کامل نگهدارنده ابزار، دستگیره نگهدارنده، مهره و غیره، اولین گام به سمت افزایش عمر ابزار و پرداخت سطح بهتر و همچنین افزایش طول عمر اسپیندل است.
در ماشینکاری قطعات تیتانیومی، از آنجایی که تیتانیوم بطور خاص کاملا چسبنده است و تمایل دارد تیغههای انگشتی را از نگهدارنده آنها بیرون بکشد، بنابراین استفاده از ابزارها و نگهدارندههای ابزار ضد کشش توصیه میشود.
ابزارهای دیگری که در ماشینکاری پرهها و دیسکها کارآیی زیادی دارند، ابزارهای Circle Segment cutters هستند که شعاع نوک ابزار آنها میتواند چندین برابر Ball Nose (فرز انگشتی) معمول باشد. لذا در ماشینکاری سطوح آزاد سرعت و انعطافپذیری بیشتری را بوجود میآورد. در واقع امکان افزایش سرعت ماشینکاری بلیدها و دیسکها تا 90 درصد، باعث محبوبیت خیلی زیادی برای این ابزارها شدهاست.
لازم به ذکر است که تعیین مسیر ابزار (tool path) در این نوع ابزارها بسیار پیچیدهتر است. برنامهنویسی ماشینکاری بلیسک و پره ممکن است چندین روز به طول انجامد. به منظور نهاییکردن این مسیر ممکن است چندین سعی و خطا نیاز داشته باشد.
منبع: